
摘 要 用若干实例介绍了组芯-低压反重力浇注的含义、特点、主要技术及相关材料与工装设备。组芯-低压反重力浇注铸造技术就是采用低的气压,使金属液体克服重力充入组芯造型的铸型中,经适当延时保压后,泄放气压,完成铸型的浇注或铸造过程。组芯造型是采用型砂或金属、非金属材料制成铸型的外模块和型芯,再组合成铸型的工艺操作过程;低压反重力浇注是将盛好金属液体的浇注包放入密封容器内,向密封容器或直接对完成熔炼的密封炉体施加适当气压,使金属液通过浇注导管充入铸型,完成浇注或铸造过程。这项技术能显著提髙铸件质量、成品率、金属液利用率,明显降低铸件综合生产成本,适用於各类铸造合金、各种大小、各种批量铸件的生产,并能实现绿色铸造及缓解铸造领域招工难的问题。提出了应用和推广这项技术的建议。
关键词 组芯造型;低压反重力浇注;应用;推广
一、 何谓组芯-低压反重力浇注铸造技术
简单说,组芯-低压反重力浇注铸造技术就是采用低的气压,使金属液体克服重力充入组芯造型的铸型中,经适当延时保压后,再泄放气压,完成铸型的浇注或铸造过程。
组芯造型是采用型砂或金属、非金属材料制成铸型的外模块和型芯,再组合成铸型的工艺操作过程。
低压反重力浇注是将盛好金属液体的浇注包放入密封容器内,施加适当气压使金属液通过浇注导管充入铸型,完成浇注或铸造过程;或在熔炼炉外设置密封壳体,金属熔炼完成后,直接按同上操作进行铸型浇注或铸造。
二、 组芯-低压反重力浇注铸造技术的特点
<一>、能显著提高铸件的质量和合格率
由于浇注过程是使包内或炉内的清洁金属液经导管反重力平稳底注进入铸型,从而可大幅度减少铸件的夹渣、夹砂、气孔等铸造缺陷,明显提高铸件的内外质量,并大幅提高铸件的合格率。
<二>、能大幅提高金属液的利用率
由于浇注后的延时保压,可使铸件在凝固过程中能源源不断地得到来自下部的受压热金属液的补充,实现小、少以至无冒口铸造;另外,能避免重力浇注时金属液飞溅的浪费,还可缩短及简化浇注系统等,从而显著提高金属液利用率。
<三>、能适合各类铸造合金,各种大小、批量铸件的生产;简化大型铸件的模具、工装制作及造型过程,还可简化吊装设备。
<四>、能实现绿色铸造
由于造型材料采用以水玻璃为基的绿廉粘结剂,有好的溃散性和湿法再生性,污水经处理也能循环利用,实现铸造生产废砂废水零排放;另外,绿廉粘结剂型砂可采用二氧化碳硬化,实现吸碳铸造生产;再之,铸造过程中避免了当前正在普遍使用的煤粉湿型砂、树脂砂等大量产生的二恶英及其它有害气体;从而达到人们向往的绿色铸造。
<五>、能显著降低铸件生产的综合成本。
<六>、能提高铸造生产的安全性,改善劳动环境,降低工人的劳动强度及操作技术的要求,还能增加工人的工时工资,从而将缓解当前及今后铸造领域招工难问题。
三、 组芯-低压反重力浇注的主要技术及相关材料、工装设备
<一>、组芯造型
(一)、造型材料
1、绿廉粘结剂型砂基本材料、工艺及特点
[1]、基本材料
<1>、水玻璃改性材料
(1)、改性液: 具有粘结、表面活性等性能,含有机和无机组分的液体。
(2)、改性粉甲:具有表面活性、离子交换等性能,含有机和无机组分的粉状物。
(3)、改性粉乙:具有表面活性、润湿等性能,含有机和无机组分的粉状物。
<2>、多功能溃散剂由表面活性剂甲、乙组成,其具有粘结、增强、溃散性能,为含有机和无机组分的粉状物。
[2]、水玻璃改性操作:
[5]、型砂硬化方式:
<1>、二氧化碳瞬硬,砂的配比见上。
<2>、电阻加热或微波加热硬化,改性水玻璃只要按2%左右加入,相应的多功能溃散剂乃为改性水玻璃量的三分之一,而型砂强度却能达二氧化碳瞬硬时的数倍。
<3>、结合上述二种硬化方式的复合硬化,以实现铸型(芯)表面强度高、制作速度快的要求。
[6]、特点:
<1>、型(芯)砂溃散性好。
<2>、可使用时间长。
<3>、冬季能显著促硬,避免吹不硬及蠕变现象。
<4>、旧砂湿法回收容易,水溶即散,污水经处理可循环使用,再生砂成本为新原砂的30%左右,实现废砂废水零排放。
<5>、抗吸湿性好,制作的型(芯)可长时间放置。
<6>、即时强度高,可有效提高铸件的尺寸精度。
<7>、改性水玻璃及多功能溃散溶液可现场配制,即配即用,长期放置也不会老化或失效。
<8>、显著降低铸件综合成本。
<9>、绿廉添加剂各材料均为环保级。
<10>、劳动环境显著改善
[7]、co2水玻璃旧砂湿法再生及污水处理
<1>、co2水玻璃旧砂湿法再生工艺流程、主要设备及恃点
工艺流程:旧砂经磁选、破碎后进行搅拌水洗,砂水分离后,再生砂经晒干或烘干回用,污水经处理后循环使用。
主要设备:磁选输送机、破碎机、搅拌水洗机各一台,再生砂釆用烘干时,备三回程烘干炉或其它烘干设备。
主要特点:设备简、投资少、再生回收率高、再生砂质好、成本低、环保性好等。
<2>、污水处理工艺流程、主要设备及特点
主要设备:污水、清水池各一个,中间处理池二个,沉淀泥块池一个,污水泵一套,搅拌机二台,盛酸槽一个,药液缸二只。
主要特点:处理水质好、成本低、设备简等。
2、非型砂材料
铸铁、石墨料等。
(二)、造型(芯)
1、型(芯)制作方式
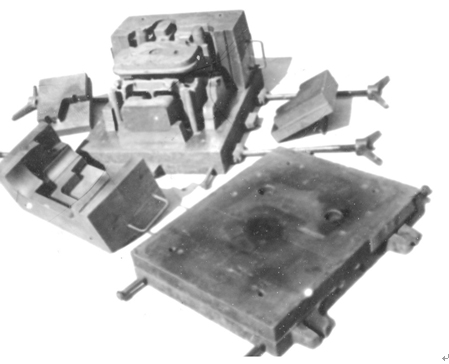
[1]、手工制作
采用顶箱或漏模及可拆砂箱进行造型,上下型用砂块方式定位,见照一。

照一 :漏模机构及可拆箱框
也可采用芯合手工制作,见照三。

照二 手工制芯现场
[2]、造型机制作
制作的铸型质量好、强度均匀、效率高、劳动强度低。制作现场见照三。
[3]、射芯机制作
型芯生产量大时采用,见照四、照五。
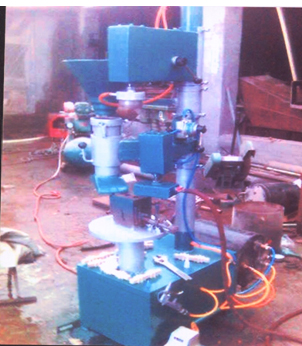
照四 小型射芯机

照五 中大型射芯机
2、造型硬化方式
[1]、二氧化碳瞬硬
采用压板充气,见照六 ,其整型硬化速度快,简便易行。

照六 二氧化碳压板充气操作现场
[2]、电加热硬化
采用热芯合或进炉加热硬化,其可减少型砂中绿廉粘结剂的加入量。
[3]、微波加热硬化
其加热均匀,速度快,绿廉粘结剂加入量可降低到百分之二左右。
(三)、型(芯)组合
1、单型组合
将型砂或非型砂型块与相关工装组合成一个整体铸型,见照七、八、九。

图照七 石墨模外型图照八 砂芯组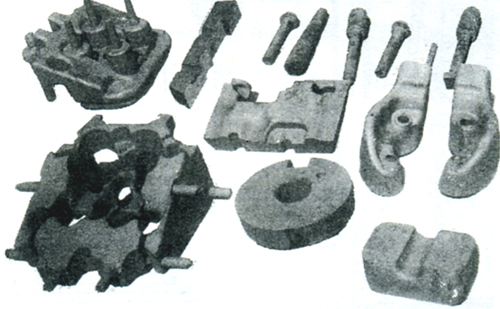
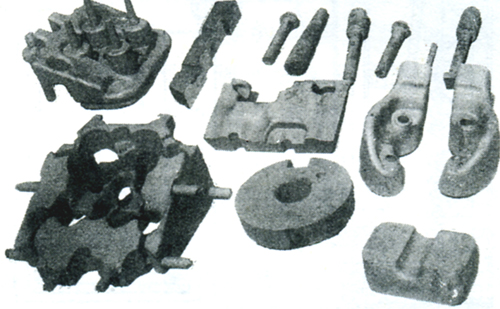
照八 砂芯组
图照九 石墨砂芯组合
2、叠型组合
将型砂或非型砂型块与相关工装叠加组合成若干整体铸型,见照十。

图照十 若干整体型组合的叠箱铸型
〈二〉、低压反重力浇注
1、密封压力罐低压反重力浇注
其基本原理如图照十一所示,即向放入盛有金属液耐火包的密封压力罐中,通入干燥的压缩空气作用在金属液面上,使其通过升液管按着与重力相反的方向,自下而上平稳地充满铸型,适时保压至浇口或铸件结晶凝固后,再泄去气压,从而获得优质铸件。
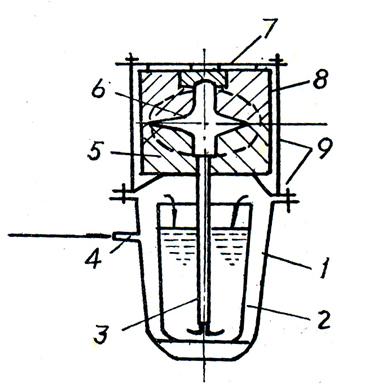
图照十一:密封压力灌低压反重力浇铸原理图
其基本原理如图照十一所示,即向放入盛有金属液耐火包的密封压力罐中,通入干燥的压缩空气作用在金属液面上,使其通过升液管按着与重力相反的方向,自下而上平稳地充满铸型,适时保压至浇口或铸件结晶凝固后,再泄去气压,从而获得优质铸件。
图照十一:密封压力灌低压反重力浇铸原理图
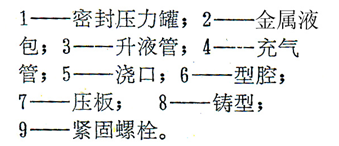
其基本原理如图照十二所示,即向完成熔炼的带有密封外壳的炉体中,通入干燥的压缩空气作用在金属液面上,使其通过升液管按着与重力相反的方向,自下而上平稳地充满铸型,适时保压至浇口或铸件结晶凝固后,再泄去气压,从而获得优质铸件。
四、应用实例
<一>、石墨型砂芯组合铸型低压铸造大型铝合金缸盖
(一)、工艺设备原理示意图见图照十三
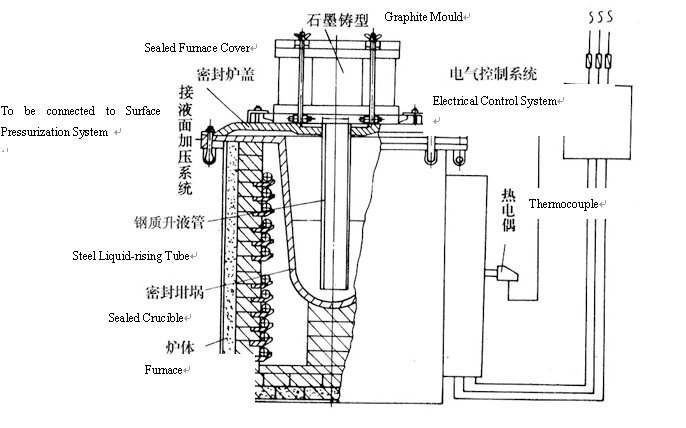
图照十三 石墨型砂芯组合铸型低压铸造工艺设备示意图
(二)、铸件外形见图照十四 ,单重35kg。
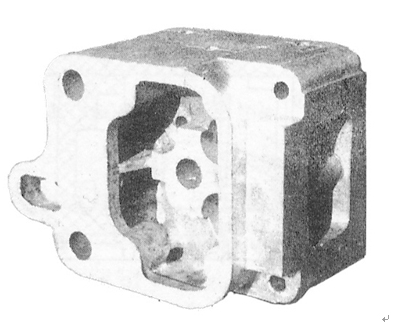
图 照十四 缸盖铸件外形
(三)、整体铸型照见图照十五,分体照见图照七、八、九照
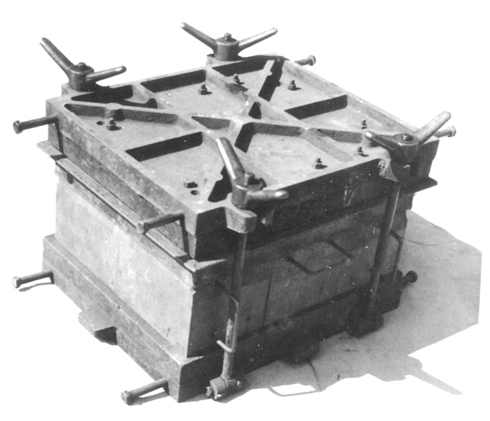
图照十五 石墨型砂芯组合整体铸型
(四)、特点
1、铸件内在组织的细密度和机械性能较重力浇注件大大提高,铸件本体的抗拉强度及伸长率平均分别髙出40%和30%
2、铸件合格率达95%
3、实现了无冒口铸造,见图照十六
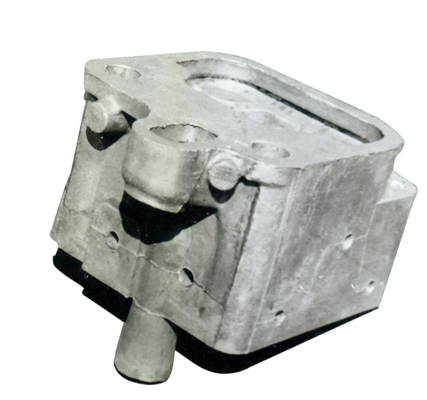
图照十六 仅附有一小段浇口的无冒口缸盖铸件
<二>、金属型砂芯铁芯组合铸型低压铸造大型铝合金活塞
(一)、工艺设备原理示意图见图照十七
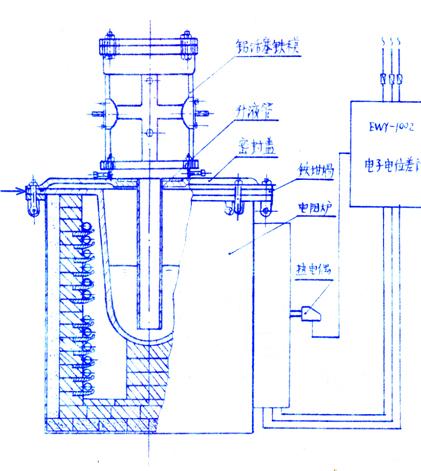
图照十七 金属性砂芯组合铸型低压铸造工艺设备示意图
(二)、铸件结构见图照十八,单重39kg。
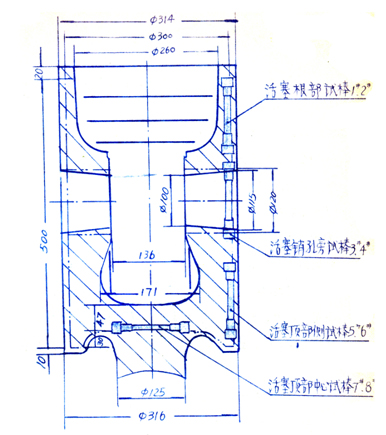
图照十八 大型铝合金活塞结构示意图
(三)、铸型结构见图照十九
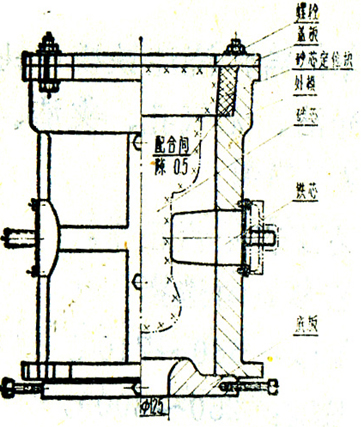
图照十九 金属性砂芯铁芯组合铸型简图
<一>、石墨型砂芯组合铸型低压铸造大型铝合金缸盖
(一)、工艺设备原理示意图见图照十三
图照十三 石墨型砂芯组合铸型低压铸造工艺设备示意图
(二)、铸件外形见图照十四 ,单重35kg。
图 照十四 缸盖铸件外形
(三)、整体铸型照见图照十五,分体照见图照七、八、九照
图照十五 石墨型砂芯组合整体铸型
(四)、特点
1、铸件内在组织的细密度和机械性能较重力浇注件大大提高,铸件本体的抗拉强度及伸长率平均分别髙出40%和30%
2、铸件合格率达95%
3、实现了无冒口铸造,见图照十六
图照十六 仅附有一小段浇口的无冒口缸盖铸件
<二>、金属型砂芯铁芯组合铸型低压铸造大型铝合金活塞
(一)、工艺设备原理示意图见图照十七
图照十七 金属性砂芯组合铸型低压铸造工艺设备示意图
(二)、铸件结构见图照十八,单重39kg。
图照十八 大型铝合金活塞结构示意图
(三)、铸型结构见图照十九
图照十九 金属性砂芯铁芯组合铸型简图
(四)、特点
1、铸件内在组织细密,抗拉强度高于国标35%
2、铸件合格率达98%
3、实现了无冒口铸造。
<三>、金属型铁芯组合铸型低压铸造铝合金快速接头
(一)、铸件外形见图照二十,单重1.2kg。

图照二十 铝合金快速接头铸件


1、铸件内在组织细密,抗拉强度高于国标35%
2、铸件合格率达98%
3、实现了无冒口铸造。
<三>、金属型铁芯组合铸型低压铸造铝合金快速接头
(一)、铸件外形见图照二十,单重1.2kg。
图照二十 铝合金快速接头铸件
(二)、低压铸造设备和工装模具见图照二十一
图照二十一 压铸式低压铸造机及工装模具
采用立式压铸式低压铸造机结构,升液管处固定位置,其上安置可上下运动的组合模具,其下为可上下运动的保温炉体。向炉体内注入所需重量和温度的金属液,将模具、升液管、炉体三者密封固紧后,开启液面控制系统按预设的参数完成升液、保压结晶过程; 模具上移,自动分开,取出铸件;炉体下移,待注入金属液开始下一个循环。其具体工装结构、优点及应用范围介绍如下。
1、压铸式低压铸造机主要由可带动模具自动分合的上油缸、放置升液管的固定板、控制炉体上下移动的下油缸、油压系统、液面加压控制装置、机架等部分组成。
2、升液管:根据金属液的浇注温度可选用普通钢管、耐热钢、耐热球铁等金属材料或石墨、陶瓷等非金属材料制作。
3、保温炉体:其由金属外壳、电阻发热元件、耐火材料炉衬组成。
4、模具:根据铸件结构,其可分成多块,或带活块。模具材料可全为金属,也可由金属和砂芯组合。
5、主要特点
[1]、具有传统低压铸造工艺的铸件质量高、合格率高、金属液利用率高的优点。
[2]、由於升液管是间歇式浸入金属液中,时间短,因而其使用寿命大大延长。这样,不仅适合有色金属件的生产,也适合黑色金属件的生产。
[3]、金属液补加方便,低压浇注温度波动小,有效保证浇口余料少,从而进一步提高金属液的利用率。
[4]、由於浇注一次,补加金属液一次,保证了每次浇注时的液面一致,从而简化了对液面控制系统功能的要求。
[5]、保温炉体可大可小,适合各类大小铸件的生产,特别方便小铸件的生产。[6]、每次浇注过程操作简便,大大提高了生产率。
[7]、设备简易,投资低。
6、应用范围:当前特别适合质量要求高、重量小的铝铜等易氧化合金铸件生产,如铝铜接头、水暖阀门等。
(三)、模具
采用金属型外模与铁芯砂芯的组合铸型,见图照二十一
(四)、特点
1、铸件内在组织细密,耐显现裂纹试验冲击次数高出规定50%以上。
2、铸件合格率98%以上。
3、实现了无冒口铸造,见图照二十二
图照二十二 带浇口的铝合金快速接头毛胚
<四>、石墨铸型低压铸造铜质螺旋桨
(一)、铸件:铜质螺旋桨,材质为多元黄铜,单重90公斤。
(二)、工艺设备原理示意图见图照二十三
图照二十三 铜制螺旋桨低压铸造原理设计图
(三)、石墨铸型见图照二十三
(四)、特点
1、铸件材质细密,抗拉强度及伸长率分别平均高于国标20%及90%
2、由于能一型多铸,又可大幅减少加工余量,使铸件的铸造工时和加工工时分别比砂型铸造降低70%和27%
3、铸件合格率达98%以上。
4、实现了无冒口铸造。
<五>、大型铸铁气缸套砂型低压铸造
(一)、铸件:铸铁气缸套,低压浇注铁水量5.1吨
(二)、铸型:砂型。
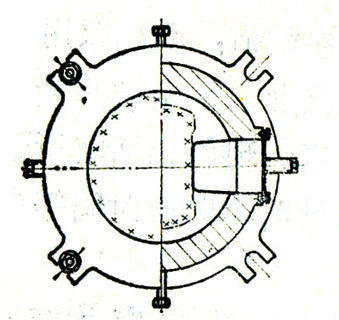
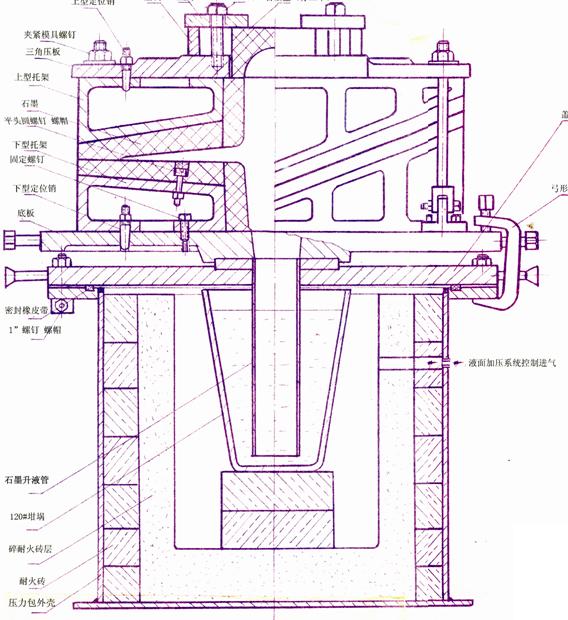
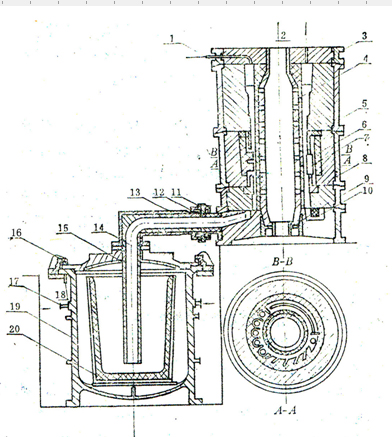
(三)、铸型及低压浇注工装设备原理示意图见图照二十四
(四)、特点
1、铸件内在组织细密,抗拉强度平均高于图纸规定25%
2、铸件夹渣、夹砂、气孔等铸造缺陷少。
3、劳动强度降低,生产安全性提高。
<六>、大型铸钢曲拐砂型低压铸造
(一)、铸件:低合金铸钢曲拐,其零件图见图照二十五,低压浇注钢水量5.55吨。
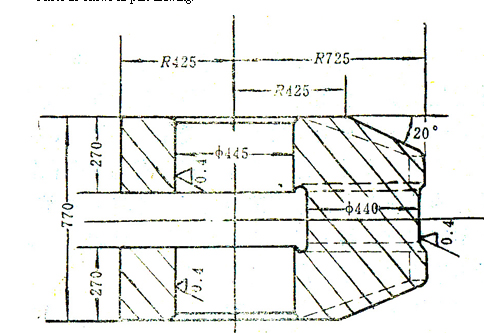
图照二十五 曲拐零件图
(二)、铸型:砂型。
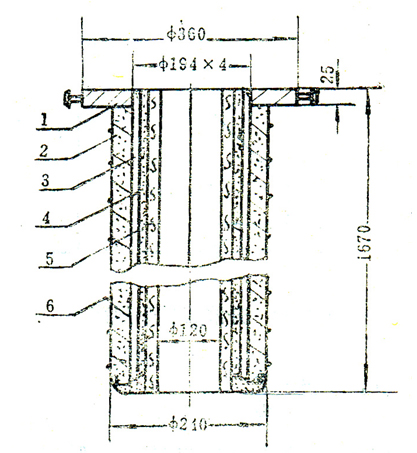
(三)、低压浇注升液管构造见图照二十六
(四)、特点
1、铸件内部组织致密,机械性能髙,冷弯度高于重力铸造1.25倍以上。
2、冒口高度从原设计的1.1m减为0.66m,重量减少1.5吨,显著提高了钢水的利用率。
3、实现了以铸代锻,节省了一半材料及大量加工工时,还缩短了生产周期。
五、应用和推广组芯造型-低压反重力浇注铸造技术的建议
时代在变化中不断前进,铸造领域也是这样,根据当今的情况,笔者认为,一项有应用和推广价值的铸造技术,应当具备三个条件,一是能保证有好的铸件质量,二是能降低铸件生产成本,三是能有绿色环保的社会效益,依照这三条标准,本人感到组芯造型-低压反重力浇注铸造技术值得应用和推广。但笔者又认为,在应用和推广这项技术的过程中,实践者也应当具备三个条件,一是有心人,二要努力抓紧,三在学习应用中有灵活创新的精神。在应用过程中,要按照自己面对的具体情况,有计划、有步骤、扎实地从点到面,从初步到深入,从局部到全面地进行,同时,能进行认真细心的分析总结,不断完善,不断提高,并希能尽力相互交流,取长补短,少走弯路,以加速这一技术的大面积开花结果,来造福我们的企业,造福我们的国家,造福我们的社会,显然也造福我们自已。
(四)、特点
1、铸件材质细密,抗拉强度及伸长率分别平均高于国标20%及90%
2、由于能一型多铸,又可大幅减少加工余量,使铸件的铸造工时和加工工时分别比砂型铸造降低70%和27%
3、铸件合格率达98%以上。
4、实现了无冒口铸造。
<五>、大型铸铁气缸套砂型低压铸造
(一)、铸件:铸铁气缸套,低压浇注铁水量5.1吨
(二)、铸型:砂型。
(三)、铸型及低压浇注工装设备原理示意图见图照二十四
(四)、特点
1、铸件内在组织细密,抗拉强度平均高于图纸规定25%
2、铸件夹渣、夹砂、气孔等铸造缺陷少。
3、劳动强度降低,生产安全性提高。
<六>、大型铸钢曲拐砂型低压铸造
(一)、铸件:低合金铸钢曲拐,其零件图见图照二十五,低压浇注钢水量5.55吨。
图照二十五 曲拐零件图
(二)、铸型:砂型。
(三)、低压浇注升液管构造见图照二十六
(四)、特点
1、铸件内部组织致密,机械性能髙,冷弯度高于重力铸造1.25倍以上。
2、冒口高度从原设计的1.1m减为0.66m,重量减少1.5吨,显著提高了钢水的利用率。
3、实现了以铸代锻,节省了一半材料及大量加工工时,还缩短了生产周期。
五、应用和推广组芯造型-低压反重力浇注铸造技术的建议
时代在变化中不断前进,铸造领域也是这样,根据当今的情况,笔者认为,一项有应用和推广价值的铸造技术,应当具备三个条件,一是能保证有好的铸件质量,二是能降低铸件生产成本,三是能有绿色环保的社会效益,依照这三条标准,本人感到组芯造型-低压反重力浇注铸造技术值得应用和推广。但笔者又认为,在应用和推广这项技术的过程中,实践者也应当具备三个条件,一是有心人,二要努力抓紧,三在学习应用中有灵活创新的精神。在应用过程中,要按照自己面对的具体情况,有计划、有步骤、扎实地从点到面,从初步到深入,从局部到全面地进行,同时,能进行认真细心的分析总结,不断完善,不断提高,并希能尽力相互交流,取长补短,少走弯路,以加速这一技术的大面积开花结果,来造福我们的企业,造福我们的国家,造福我们的社会,显然也造福我们自已。