
一、前言
球墨铸铁因其自身的凝固特点,在用湿型砂铸造时,容易产生缩孔、缩松缺陷,为防止这类铸造缺陷的出现,常常要采用占铸件重量30%-50%的冒口进行补缩,这样就导致了铁水利用率的大大降低。
球墨铸铁具有粥状凝固特性,在凝固开始后的较长时间里,表层外壳很薄,且增长很慢,铁水一直在一个强度低、刚性差的塑性薄壳内进行凝固,到一定温度时,在铁液内会产生大量石墨核心,并不断长大,析出的石墨会引起体积膨胀,每析出1%的石墨会使体积增加2%左右,从而产生相应的石墨化膨胀力,其通过周围液体金属传递到铸件外壳,使得薄而软的表壳既要承受石墨化膨胀力,还要承受液体金属的静压力,从而导致表壳会出现变形及向外移动的倾向。湿砂型刚度不大,和球铁表壳一样抵挡不住来自铸件内部的石墨化膨胀力和液体金属静压力,会产生铸件表层变形、胀大,故需设置冒口以提供液体金属填充和补缩;如果采用刚性大的铸型,能抵挡球铁表壳的变形、账大,这时石墨化膨胀力反过来作用在液体金属上使之流动而起补缩作用,如果同时选择铁液合适的化学成份与熔炼工艺、适当的浇注温度、有效的浇注系统及配合使用冷铁等,则可利用石墨化膨胀力实现自身补缩而不必设置冒口即能获得无缩孔无缩松的铸件,从而大大提高铁水利用率。
另外,在实际生产中,由於种种原因造成铸件加工面所留加工量过大、孔洞不能铸出,增加了铸件毛坯的重量,如果采用有效而又成本低的铸型(芯)材料来保障减少加工余量及铸出各种孔洞,则又进一步提高了铁水利用率。
还有一些提高铁水利用率的其它方法,现从上述二个主要方面介绍相关已在实际生产中证明有效的工艺技术及配套材料、工装设备如下。
二、大幅提高球铁件铁水利用率的工艺技术及相关材料、工装设备
1、水玻璃基型砂
<1>、简介:水玻璃基型砂由原砂与水玻璃基粘结剂混制而成。水玻璃基粘结剂由改性水玻璃与多功能溃散剂胶水组成,改性水玻璃是将一定规格的普通水玻璃经环保活性剂处理而成,多功能溃散剂胶水是一种多组元表面活性剂溶液。其型砂可经二氧化碳吹入瞬硬,也可通过接收热能或微波而硬化;由于改性水玻璃中的活性剂会形成高分散度的骨架结构,能限制水玻璃凝胶胶粒长大而细化,又由于多功能溃散剂胶水具有极好的润湿性,在较短的混砂时间里使每颗砂粒包覆上一层均质的溶液薄膜,其能形成氢键结合,产生很强的粘结力,提高型砂的常温强度,这样,在二氧化碳硬化的条件下,只需加入占砂重3-4%左右的改性水玻璃及占改性水玻璃量三分之一的多功能溃散胶水,就可使铸型具有很高的强度和刚度,以抵挡球铁件凝固表层的变形、账大,从而为实现球墨铸铁的无冒口铸造创造了铸型条件,并能有效提高铸件的尺寸精度。在高温下,由于改性溶液中的有机组份因浑发、燃烧使水玻璃粘结膜中产生气泡、缝隙,而当型砂冷却时,改性溶液中的无机组份会析出对粘结膜产生破坏、割裂作用的晶相,且其热膨胀系数远大於硅酸盐玻璃,从而产生较大应力,导致粘结膜开裂;又由于在高温时,多功能溃散剂胶水中各组份会剧烈分解,促使水玻璃粘结膜进一步割裂,而其残留灰分还能降低熔融水玻璃对砂粒的侵润性;这样,使型砂又具有良好的溃散性和回收性。由於水玻璃基型砂比传统水玻璃砂大幅度降低了水玻璃加入量,而其旧砂中的绝大部分残留水玻璃又易通过湿法再生溶入水中,能使再生砂内氧化钠含量达到可作单一砂的范围,污水又易经处理循环利用,这为铸造废砂废水零排放创造了条件。
<2>、水玻璃改性操作:
2、将改性液或改性粉甲徐徐加入拉丝状溶液中,同时不断搅拌,直止溶解均匀,形成改性溶液。
3、水玻璃改性:在搅拌下将配制好的改性溶液徐徐加入水玻璃中直止反应均匀。
<3>、多功能溃散剂胶水配制:
<4>、配比及混制工艺
2、压边浇注系统
<1>、简介:为实现球铁件无冒口铸造,应遵循同时凝固的原则,铁水进入型腔处要避免铸件热节部位,内浇口要宽而薄,并应保证快速充型,在铸件未凝固前能及时封闭内浇口,以防铁水回送,采用压边浇注系统是一种行之有效的选择。
<2>、基本结构:压边浇注系统一般设置在铸件的顶部,压边内浇口为缝隙式,对中小类铸件,缝隙宽度取4-6mm,其截面积一般根据铸件结构、浇注温度等因素依经验确定,可取件重的每10Kg为1mmx1mm;压边内浇口上方要加一段放大部位以防内浇口出现缩孔或缩松,其尺寸也依经验而定;直浇口的尺寸按封闭式浇注系统、适当的铁水压头、节约铁水等原则来确定。
<3>、特点:其是球墨铸铁无冒口铸造优选的浇注系统形式,并具有挡渣效果好、铸件合格率高、结构简单、造型方便、铸件清理容易等优点。
3、模具和工装
<1>、简介:确定了有效的铸造工艺后,就要采取措施保证实际生产时,铸件生产率、合格率要高,而模具及造型工装是首要的;在手工造型情况下,浇注系统应固定或装配在模具上(见图照1)

图照1 装配浇注系统的模具
图照1 装配浇注系统的模具
模具固定在配有铸型定位块的顶漏模工装上(见图照2),造型完成后,操作顶漏模工装快速取出模具。
图照2 固定了模具的顶漏模工装

<2>、特点:上述带浇注系统的模具及固定模具的顶漏模工装,在采用改性水玻璃砂手工造型的情况下,造型效率会明显高於湿型手工造型,而且能保证压边内浇口部位光洁工整、强度高,提高铸件尺寸精度,操作方便,减轻劳动强度。
4、造型制芯的几个关键
<1>、采用压板充二氧化碳硬化:压板结构简单,其在厚为6-8mm的钢板周边焊上宽为11-13mm的钢条,一头与钢板齐平,另一头在使用时能插入砂中5mm,钢板中心钻一个10mm左右的孔并焊一段金属管与二氧化碳气瓶软管相接(见图照3)。

图照3 正在充气的压板
图照3 正在充气的压板
铸型厚度不超过200mm,面积不超过400x400mm时,可直接将压板放在巳填满砂的铸型上,压板周边距造型箱框5mm,充入0.15-0.2MPa二氧化碳,20-30秒铸型即可硬化取模;当铸型厚度超过200mm时,要先在填满砂的铸型上,用铁针插适当数量的孔,以保证二氧化碳能进入铸型底部。采用压板吹气硬化,大大提高了造型效率,并减少了二氧化碳的消耗。
<2>、无箱铸型内加钢筋圈:改性水玻璃砂无箱铸型浇入铁水后,常常会在铸件未完全凝固前而受热开裂,导致未凝固的铁水流出而使铸件报废,对此,如果在造型填砂时於中途埋入适当粗细的钢筋圈(见图照4),就可避免这个问题的发生。

图照4 造型中途埋入钢筋圈

图照4 造型中途埋入钢筋圈
<3>、节砂直浇口套:为节省用砂量,可将直浇口移至一个单独制作的砂套内(见图照5)。
图照5 带直浇口套的铸型



图照12 带压边浇注系统的 93Kg阀体清理现场
4>、巧用冷铁:冷铁的作用在於提高铸件局部的冷却速度,并配合浇口位置实现顺序凝固或同时凝固,冷铁材料可为铸铁、钢、石墨、石墨砂等,金属材料冷铁表面最好挂一层4-6mm的砂,或造型时不要接触模具放置。一般情况下尽量不用冷铁。
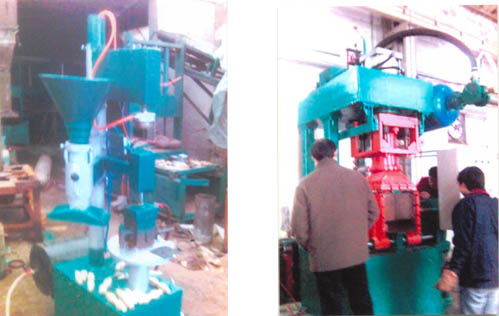
<5>、高效喷涂设备和操作技术:为防止球铁件粘砂,铸型及型芯表面要刷醇基快干石墨涂料,选用喷涂方法及相关设备能快速给铸型(芯)表面,上一层薄而均匀的涂料。
图照6 喷涂机
图照6是一种比较实用的喷涂设备,其基本原理是,桶内涂料在顶部电机所带搅拌棒的作用下,始终处在均匀状态,涂料桶在工作时是密封的,涂料在气压作用下进入喷枪,操作工人可随时进行喷涂(见图照7),喷涂工作完成后,必须立即将喷枪进行清洗,以防堵塞。
图照7 铸型喷涂现场
<6>、型芯制作:从数十克到数十公斤的改性水玻璃砂芯均可用手工制得(见图照8、9)
图照8 手工制芯现场 图照9 制好的大小型芯
小型芯只需吹气几秒就可硬化,大型芯可在中部放置钢管以节省芯砂。制芯量大时,也可采用射芯机来制作(见图照10、11)
图照10 小型芯射芯机 图照11 大型芯射芯机
由於改性水玻璃砂强度高、溃散性好,直径为5mm的孔也可准确铸出,而且砂芯容易清除
5、球铁熔炼注意要点
球铁铁水的化学成分和质量对石墨化膨胀有很大影响,合适的碳当量、高的石墨园整度与球化率及相对含量、中等偏小的球径石墨、减少球径大小不均及混合状石墨等,均有利于石墨膨胀力的增大,要努力做到上述要求,则在球铁熔炼过程中要特别注意以下几点:
<1>、化学成份的选择:
由於球铁石墨化膨胀与析出的石墨量有关,因此铁水成份中能促进石墨化的元素含量增加,将使石墨化膨胀增大。其中的碳当量有重要影响,但随着碳当量的增加,石墨膨胀量有一最大值,此时的碳当量大约为4.7%,参照此值按高碳低硅的原则来选取碳硅相对含量;锰和磷对石墨化不利,一般情况下要求含量越低越好,根据现有的炉料条件,锰应低於0.5%,磷应低於0.08%;硫是最重要的反球化元素之一,原铁水含硫越多,产生并残留在铁水中的硫化物越多,球化衰退速度也越快,低硫铁水不仅球化稳定,球化所必需的残留镁和稀土量很低,产生夹渣和皮下气孔的可能性也大大减少,因此,努力获得低硫铁水是非常重要的,在冲天炉熔炼球铁时,希望含硫量低於0.06%。
<2>、重视炉料的质量:由於球铁对化学成份要求严格,其原铁水要求高碳、低硅、低锰、低硫、低磷,因此对新生铁、回炉料、废钢、铁合金、球化剂、孕育剂、焦炭等炉料一定要按上述要求进行采购和管理,对各料成份均都要明确,并保证质量稳定,不轻易更换炉料来源地,如必需更换时,应经过试用后再确定。
<3>、球化及孕育处理:球化处理一般采用堤坝式冲入法,坝内按球化剂、孕育剂、覆盖剂放入各料,球化剂的加入量根据熔炼炉形式而定,冲天炉熔炼的铁水含硫量高,一般按1.4-1.8% 加入含约8% Mg的稀土硅铁镁球化剂;酸性炉衬感应炉熔炼时,可按1.2-1.4%加入;采用碱性电弧炉熔炼时,因能造渣除硫,可使铁水含硫量很低,其加入量只需0.4-0.5%就行。铁水包中的孕育剂加入量均为0.5%75SiFe。球化处理温度取1480度左右。浇注前,必需对铁水二次孕育,可采用倒包或随流的方式进行,按铁水重的0.2% 加入粒度为0.3-0.8mm的75SiFe。以上操作对铁水球化率、石墨园整度、细化石墨球并增加其数量等都非常有利。
<4>、球化铁水检测:球化处理的铁水必需每包取样检测 ,可用三角试块法或仪器进行,检查合格后才能允许浇注。
6、浇注需注意点
<1>、浇注温度:根据铸件结构及壁厚等,在确保能浇成铸件的前题下,尽量取低的浇注温度,但对一些薄壁件,有时要高於1360度。
<2>、浇注时间:为防止球化衰退,铁水球化处理后一般应在10分钟内完成浇注 。
7、示例
<1>、软密封球铁阀体:材质QT450-10,要求内腔不加工,重量15-120kg多种规格,均采用无冒口工艺铸造,(图照12)。
图照12 带压边浇注系统的 93Kg阀体清理现场
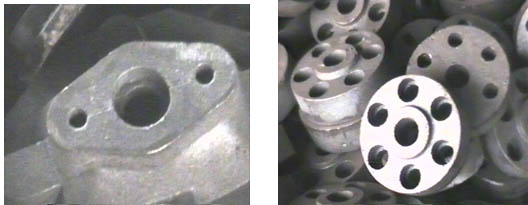
<2>、软密封阀门压兰:材质QT450-10,采用改性水玻璃砂芯将大小孔铸出,见(图照13、14)。
图照13 铸出小孔的压兰 图照14 铸出螺孔的压兰
三、技术特点
笔者采用上述技术在一个年产三千吨软密封阀门球铁铸件厂实施数年,显示了以下主要特点:
1、五年来,对各类铸件的测算,平均铁水利用率高达93-95% 。
2、铸件质量高,表面光洁度能达Ra6.3-12.5,尺寸精度可达CT7-9。
3、据五年的统计,铸件年平均合格率达98%。
4、造型效率比原来的湿砂手工造型提高一倍以上。
5、实现了废砂废水低成本零排放,五年中采用首批原砂循环使用,未添新砂。
6、铸件清理打磨简便,其所耗工时大大减少。
7、可实现无箱造型,省去砂箱和堆放场地。
8、铸件成本明显降低,工人工资显著提高。
9、劳动环境改善,告别了原来污染严重、气味难受、危害身体的煤粉砂、树脂砂铸造,得到该厂每一个铸造工人的衷心欢迎。
四、后语
本文介绍的大幅提高球铁件铁水利用率的铸造技术,虽然是针对球墨铸铁而言,但由於灰铸铁的凝固方式是介于球墨铸铁与铸钢之间,因此其中的无冒口铸造工艺对灰铸铁件也有相当的参考作用,而其它的相关技术、材料及工装设备,对许多黑色和有色金属件的铸造也许值得借鉴,为此,笔者愿与对这些技术感兴趣的铸造同行们进行深入交流和探讨,并使其不断完善和创新,共同为提高铸造生产的经济效益、环境效益及社会效益而尽力